
钢筋滚丝轮有几个型号一般情况钢筋滚丝轮分为三种型号,加工12-14钢筋用2.0或者2.5钢筋滚丝轮,加工16-18-20-22钢筋用2.5螺距钢筋滚丝轮,加工25-28-32用3.0滚丝轮,加工36-40钢筋用3.0或者3.5最小滚丝轮。钢筋滚丝轮在用完以后滚丝轮应该整理洁净丝扣中的铁销,避免下次运用时分形成咬齿。钢筋滚丝轮长时间不用的情况下应该在表面涂一层油,防止和空气接触 氧化 造成尺度不精确。钢筋滚丝轮在保管时应该分类放好,不要随意丢掉。

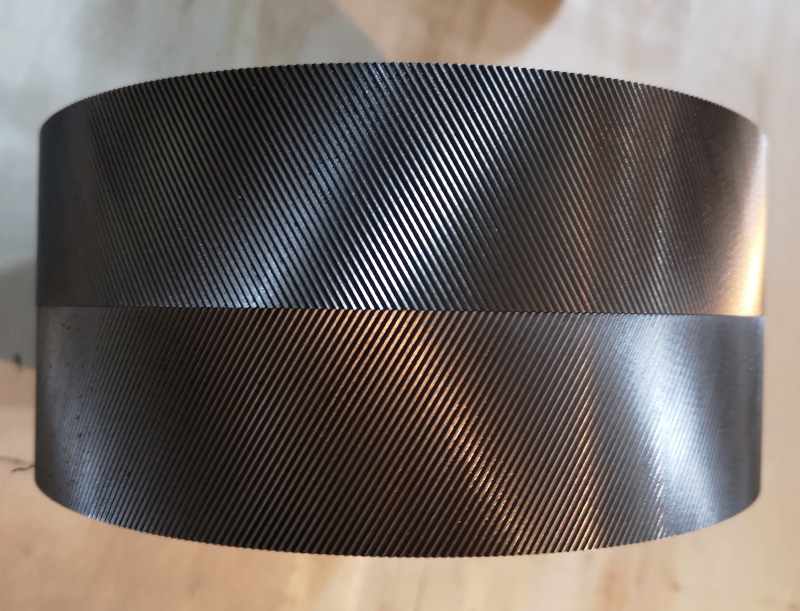
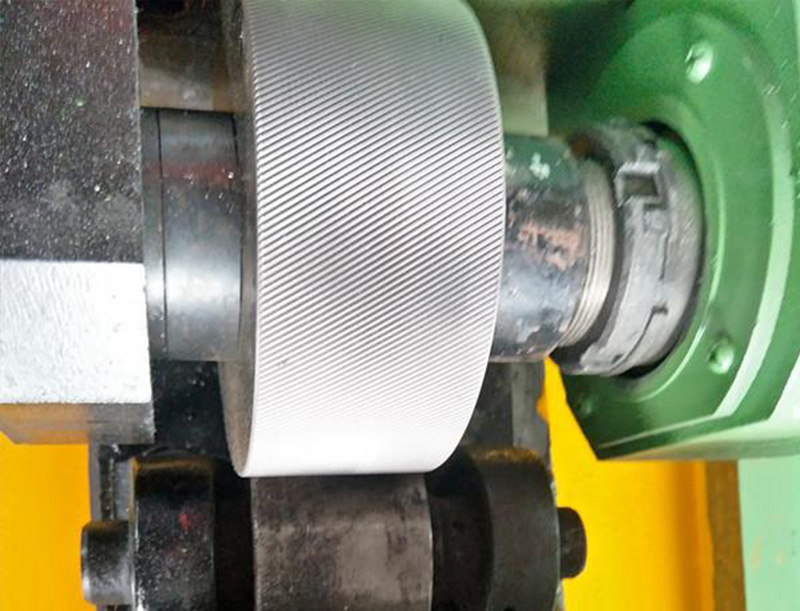
滚花直纹加工倾斜的原因有很多,实际上最常见的是使用单轮滚花刀,加工时没有对准左右的水平位置,注意中心高度是否是两个概念,水平位置是横向的,直接决定纹路是否弯曲,中心高度是纵向的,受力的方向和受力的程度,铝管直纹滚花的直径很小,一般的单轮滚花刀具,不容易把控精准度,容易在加工时出现纹路弯曲或者纹路走斜的情况,下面看看如何将直纹滚花纹换成斜纹。钳压式滚花刀是嘉升刀具的新产品,专门用来应对小型的工件,所产生的生产制造实际效果和产品品质是非常好的。
铝材是我们加工行业很常见的一种材料,在轧花加工中也很常见。我们在滚花加工中看到的铝合金材料一般以6063为主,在滚花加工的各种材料中,铝合金相对来说比较容易加工,但是这并不是说铝合金滚花没有技术可言,直接就能做好。下面您将向大家介绍几种铝合金滚花小技巧。1、铝合金比较软的性质决定了在滚花的过程中会比较容易沾屑,所谓沾屑就是铝屑容易粘在滚花轮的齿上,导致滚花轮在长时间加工运转的过程中压出来的纹路越来越浅,越来越模糊,光洁度也随之下降。

4、被滚压件硬度不均匀(8.8级螺栓应在27~30HRC;10.9级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。5、滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效;6、滚丝轮出厂前必须充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效。



